24小时销售热线:
15530474500
15530474500
技术文章 Encyclopedias
当前位置:泊头市东赫机械制造有限公司>>
新闻资讯>>
技术文档
新闻中心
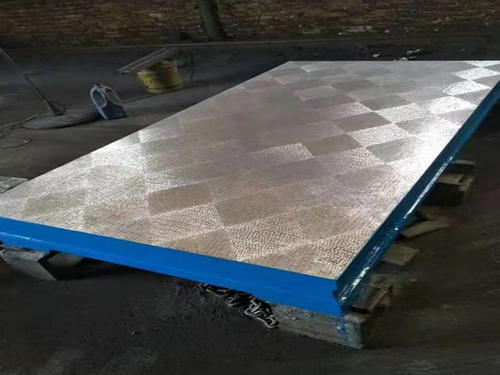
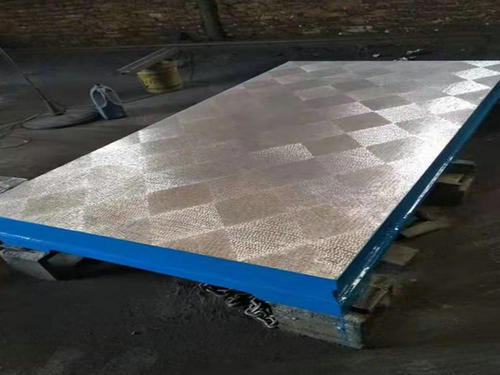
划线铸铁平板的划线要求
划线铸铁平板所划的轮廓线即为毛坯或工件的加工界限和依据,所划的基准点或线是毛坯或工件安装时的标记或校正线;借划线来检查毛坯或工件的尺寸和形状,并合理地分配各加工表面的余量,及早剔除不合格品,避免造成加工后的工件报废,因此对划线的要求是:尺寸、位置、线条清晰、冲眼均匀。划线精0.25mm~0.5mm之间,划线精度将直接关系到产品质量。
划线铸铁平板浇注时位置的选择对铸件质量、造型方法、砂箱尺寸、铸铁平板,铸铁平台加工余量等都有着很大的影响。所以在选定浇注位置时应以保证铸件质量为主,一般应注意下面的几个原则:对于具有大面积的薄壁部分放在铸型的下部,同时尽量使薄壁立着或倾斜着浇注,这样有利于金属的充填。
人工热时效处理将划线铸铁平板毛坯件由室温缓慢、均匀加热至550℃左右,保温4-8小时,再严格控制降温速度至150℃以下出炉。热时效工艺要求是严格的,如要求炉内温差不大于±25℃,升温速度不大于50℃/小时,降温速度不大于20℃/小时。炉内高温度不许超过570℃,保温时间也不易过长,如果温度高于570℃,保温时间过长,会引起铸铁平板强度降低。如果升温速度过快,划线铸铁平板毛坯件在升温中薄壁处升温速度比厚壁处快的多,划线铸铁平板毛坯件各部分的温差急剧增大,会造成附加温度应力。如果附加应力与铸铁平台毛坯件本身的残余应力叠加超过强度, 会造成铸铁平板毛坯件开裂。