24小时销售热线:
15530474500
15530474500
技术文章 Encyclopedias
当前位置:泊头市东赫机械制造有限公司>>
新闻资讯>>
常见问题
新闻中心
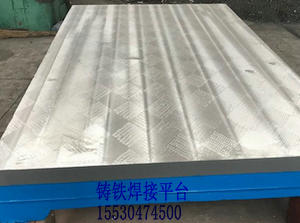
焊接平台加工细节
对焊接平台的加工细节:1.铸铁焊接平台的装夹:薄铸铁通常采用撑板直接在工作台上进行装夹。它所产生的夹紧力有利于对薄铸铁的装夹。2.为了薄焊接平台装夹的性和稳定性,预先将铸铁焊接的两个侧面加工好。否则,撑板与铸铁焊接的侧面 不能很好的接触,会使铸铁焊接受力不均而变形。3.装夹时,使焊接平台的基准面同工作台面或平垫铁贴紧。不能用手捶使劲敲打铸铁焊接,因为薄铸铁焊接刚性差,易变形、断裂,并且还有弹性,所以越敲打,铸铁越与定位表面不紧和夹不紧。如果铸铁焊接下面的缝隙是由于铸铁焊接底面不平而产生的,则应该用铁皮垫实。4.此外,在装夹铸铁焊接时夹紧力不能太大,否则会引起铸铁焊接中间凸起,待加工后松开工铸铁焊接,因弹性变形使焊接中间成凹形。5.切削用量:刨薄铸铁焊接时,切削力要小,夹紧力也要小,那 应采用较小的切削 (约取0.3——0.5mm以下)和进给量(约取0.1——0.25mm/往复行程),以及正常的切削速度,并适当的冷却润滑液进行切削。
焊接平台使用注意事项:使用时应把表面清理干净,工件固定牢固,焊接完成后及时把工件卸下,防止平板变形。虽然该产品有性,也不可以把它存放在潮湿阴暗处。要定期检验平板的平面度。