24小时销售热线:
15530474500
15530474500
技术文章 Encyclopedias
当前位置:泊头市东赫机械制造有限公司>>
新闻资讯>>
常见问题
新闻中心
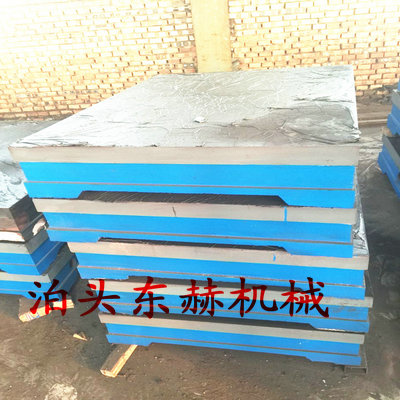
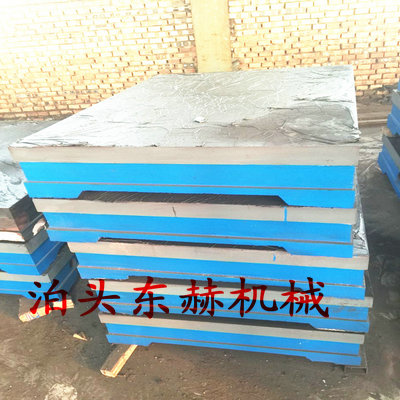
铸铁平板厂家低压铸造过程的基本特点
铸铁平板厂家低压铸造过程的基本 点:充填速度、压力可适当调整。低压铸造所用的铸型,有金属型和非金属型两类。金属型多用于大批、大量生产的有色金属铸件,非金属铸型多用于单件小批量生产,如砂型,石墨型,陶瓷型和熔模型壳等都可用于低压铸造,而生产中采用较多的还是砂型。但低压铸造用砂型的造型材料的透气性和强度应比重力浇注时高,型腔中的气体,全靠排气道和砂粒孔隙排出。
铸件远离浇口的部位先凝固,让浇口凝固,使铸件在凝固过程中通过浇口得到补缩,实现顺序凝固。
机床铸件砂型铸造原因是砂型铸造比其它铸造方法成本低、生产工艺机械化、生产周期不长。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。铸铁平板铸件金属液的浇注生产中,浇注时应遵循高温出炉,低温浇注的原则。
铸铁平板加工流程介绍:精加工、粗加工、光整加工的工序 点:铸铁平板铸件精加工工序从经过粗加工的表面上切去较少的加工余量,使工件达到较高的加工精度及表面质量的工序为精加工工序。如工件表面无 别高的要求,精加工常作为终加工。